陶瓷电容器GRM155R61A105KE15D 0402 10V 1uF±10% 参数规格:
| 长度 | 1.0±0.05mm |
|---|---|
| 宽度 | 0.5±0.05mm |
| 厚度 | 0.5±0.05mm |
| 静电容量 | 1.0μF ±10% |
| 外部电极间距离g | 0.3mm min. |
| 外部电极尺寸e | 0.15 to 0.35mm |
| 工作温度范围 | -55℃ to 85℃ |
| 额定电压 | 10Vdc |
| 尺寸代号 inch(mm) | 0402 (1005M) |
| 静电容量変化率 | ±15.0% |
| 温度特性 (标准规格) | X5R(EIA) |
| 温度特性的温度范围 | -55℃ to 85℃ |
本文将向大家介绍多层陶瓷电容器的结构及制造工序。
多层陶瓷电容器的基本结构
电容器用于储存电荷,其最基本结构如图1所示,在2块电极板中间夹着介电体。
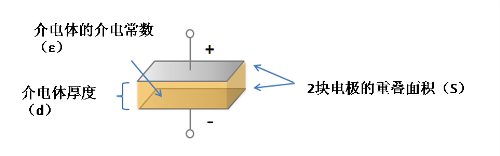
图1. 电容器的基本结构
电容器的性能指标也取决于能够储存电荷的多少。多层陶瓷电容器为了能够储存更多的电量,通过图1中结构的多重层叠得以实现。图2是其基本构造。
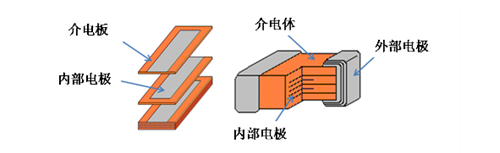
图2. 多层陶瓷电容器的基本结构
掌握多层陶瓷电容器的制作方法
备好介电体原料后,将其与各种溶剂等混合并粉碎,形成泥状焊料。将其做成薄贴片后,再经过如下说明的8道工序,就可以制成贴片多层陶瓷电容器。
贴片多层陶瓷电容器的加工工序
①介电体板的内部电极印刷
对卷状介电体板涂敷金属焊料,以作为内部电极。
近年来,多层陶瓷电容器以Ni内部电极为主。所以,将对介电体板涂敷Ni焊料。
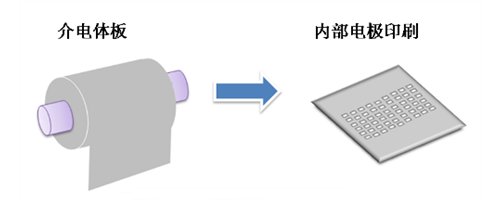
图3. 介电体板―内部电极印刷
②层叠介电体板
对介电体板涂敷内部电极焊料后,将其层叠。
③冲压工序
对层叠板施加压力,压合成一体。在此之前的工序为了防止异物的混入,基本都无尘作业。
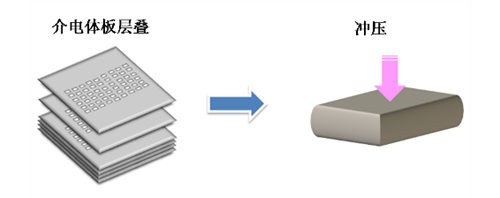
图4. 介电体板层叠―冲压
④切割工序
将层叠的介电体料块切割成1.0mm×0.5mm或1.6mm×0.8mm等规定的尺寸。
⑤焙烧工序
用1000度~1300度左右的温度对切割后的料片进行焙烧。通过焙烧,陶瓷和内部电极将成为一体。
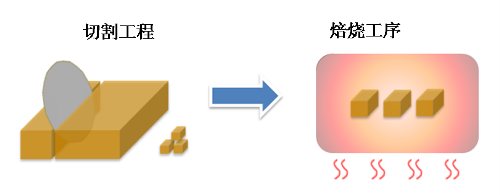
图5. 切割―焙烧工序
⑥涂敷外部电极、烧制
在完成烧制的片料两端涂敷金属焊料,以作为外部电极。如果是Ni内部电极,将涂敷Cu焊料,然后用800度左右的温度进行烧结。
⑦电镀工序
完成外部电极的烧制后,还要在其表面镀一层Ni及Sn。一般采用电解电镀方式,镀Ni是为了提高信赖性,镀Sn是为了易于贴装。贴片电容在这道工序基本完成。
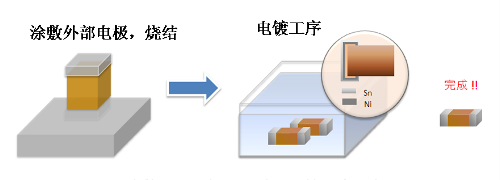
图6. 涂敷外部电极、烧结―电镀工序―完成
⑧测量、包装工序(补充)
确认最后完成的贴片电容器是否具备应有的电气特性,进行料卷包装后,即可出货。
近年来,随着多层陶瓷电容器的小型化、大容量化,各道工序也进行着种种改良,例如介电体的高度薄层化、提高叠层精度等。
好评率:100%
好评数量: 0 个
工作速度:0分
工作质量:0分
工作态度:0分
商品分类
电容 陶瓷电容
商品名称
村田电容代理商
规格型号
GRM155R61A105KE15D
封 装
GRM155R61A105KE15D
品 牌
村田
批 号
2020
交 期
3天内
所在区域
广东省 深圳市